
- ハイライト
- 使用範囲
- 特性
- バリエーション
- アクセサリー



加工前に現在のワーク位置 (ワーク原点) を迅速に検出、または再加工後にデジタル (切替式) 測定によって現在のワーク位置を迅速に検出。
加工ワークの間隔、個々の点、角度、内径および外径、外側の幅&内側の幅をデジタル (切替) 式測定。
張り出した測定ブロックを用いて、内側と外側の幅、窪み、厚さを、Z+/Z-の引き抜き/押し測定で迅速に検知。
加工済みワークの加工エラーのテストと、電圧を下げる前の管理測定による加工許容範囲の維持。
ユニークなshark360測定メカニズムによって、一般のタッチプローブと比較し、測定メカニズムに回転力が作用する場合での測定も可能。
適応性のある加工と、プロセス制御、加工手順中または後のパラメータを算出。
最新の測定メカニズムとより高い測定力による、クーラントがついていても確実で迅速な測定。
頑丈なデザインと装置保護等級IP68によって、最も厳しい条件における大量生産に最適。
サイコロ状スタイラス先端が付いたスタイラス使用時の接触式工具折損検知 (例 旋盤)
サイコロ状スタイラス先端が付いたスタイラス使用時の接触式工具長検知 (例 旋盤)
サイコロ状スタイラス先端が付いたスタイラス使用時の接触式工具径測定 (例 旋盤)
ワークで測定し、予定寸法と比較することで工具の摩耗を補正。
マシニングセンターの温度に左右される熱変位を補正。





アプリケーション
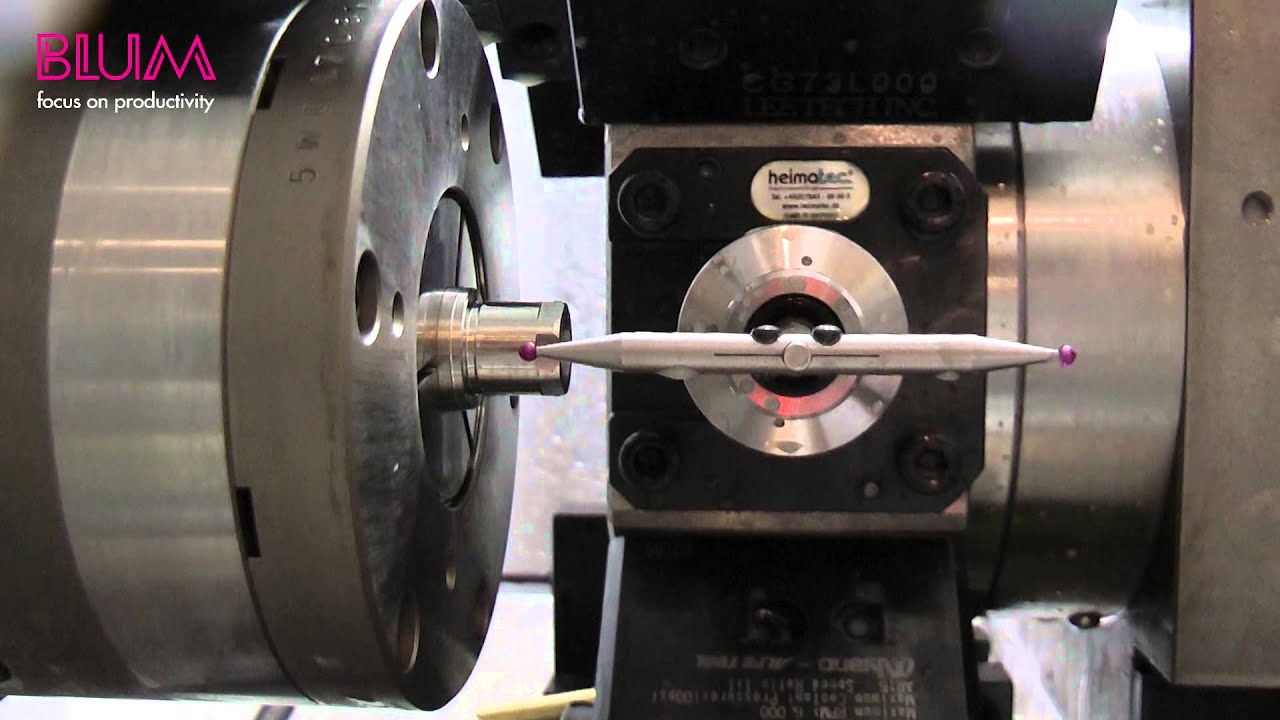
BLUMのタッチプローブTC54-10による旋盤でのワーク測定
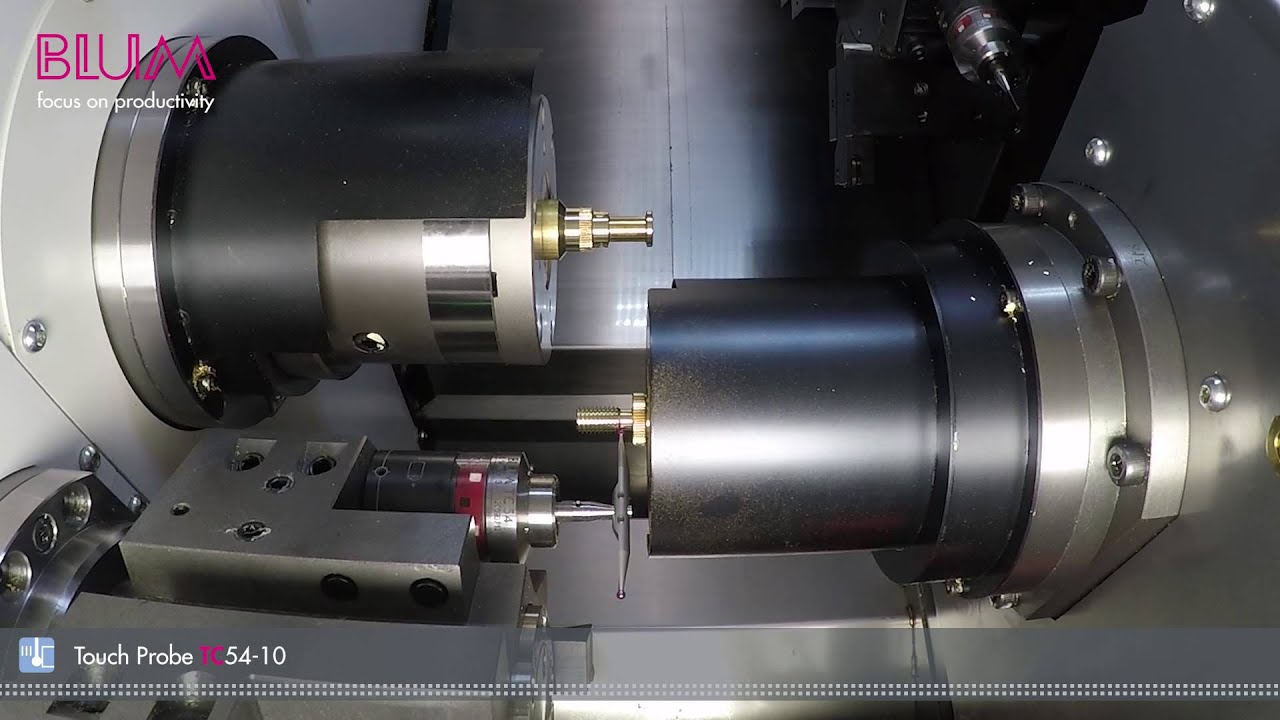
BLUM TC54-10タッチプローブを使用した、旋盤でのワーク測定および工具測定



