The barrels of hunting and sporting rifles are precision components. That is why touch probes from Blum-Novotest have been installed on many lathes and milling machines in the barrel production facilities of Blaser Group GmbH. They play to their strengths both in dimensionally accurate production and in automation.
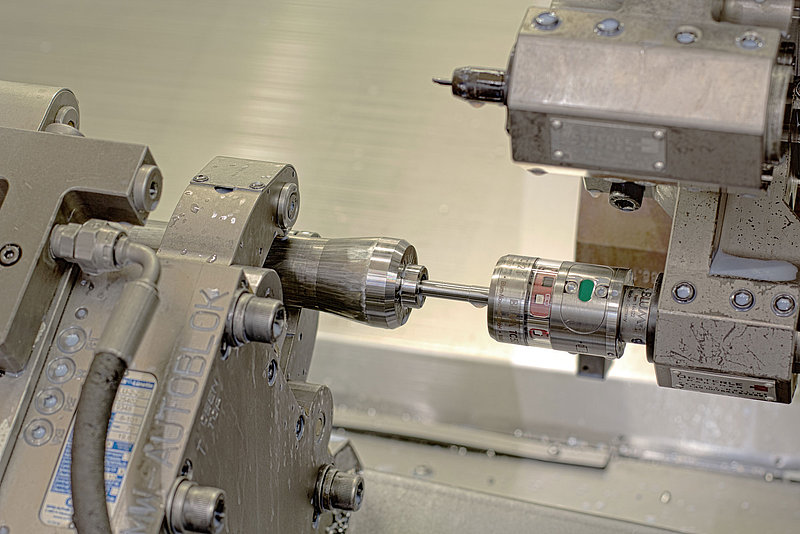
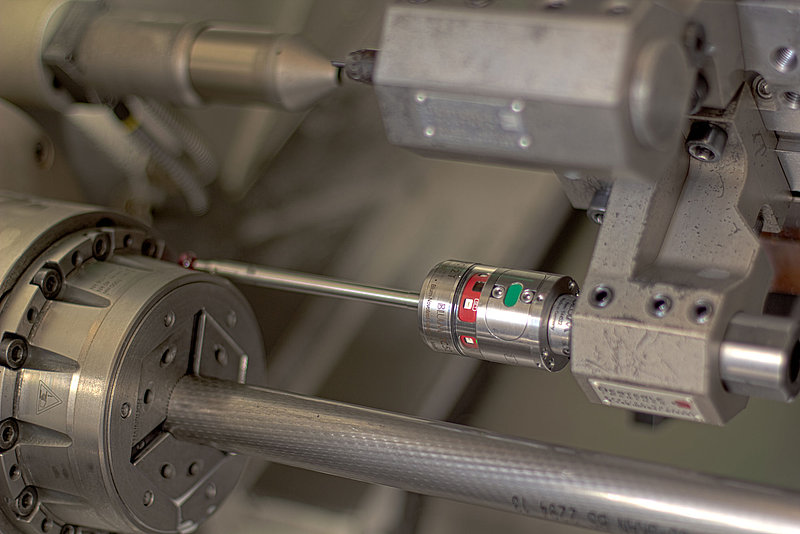
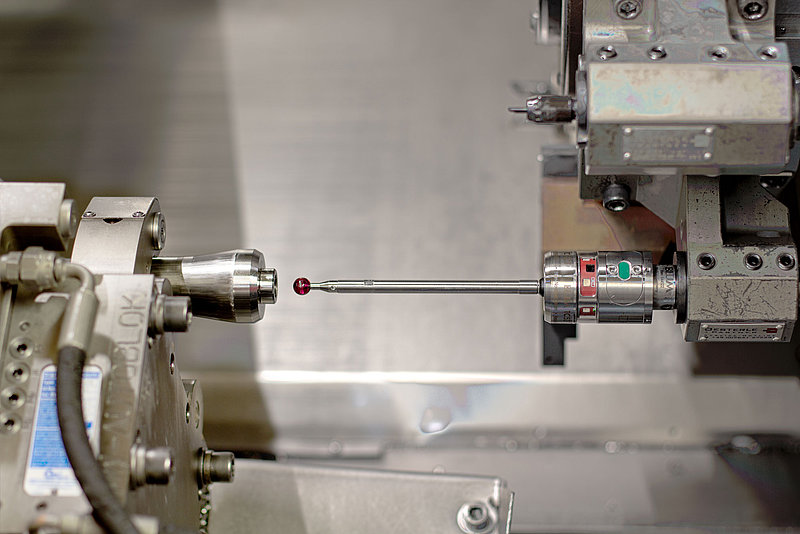
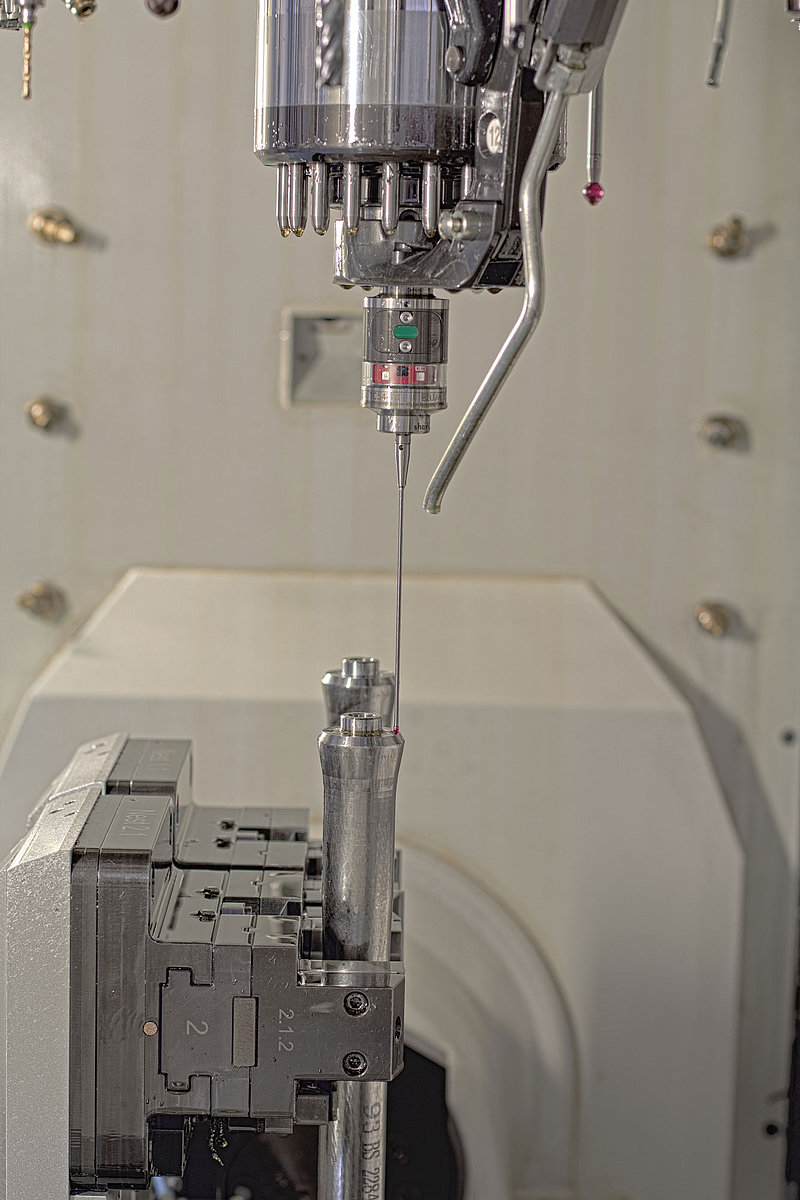
The Blaser Group has been using touch probes for quite some time, but there were some obstacles to overcome to achieve a flawless process: The lathes that measure the chambers have very long probe inserts on the touch probe with interchangeable measuring balls that depend on the calibre. The measurement into the so-called shoulder of the chamber in the barrel is used to determine the zero point in the Z direction so that the ends of the barrel can be machined. With the touch probes of a competitor, the weight of the probe insert was problematic, resulting in many false triggers that made reliable measurement impossible. The supplier tried to fix the problem, but the workarounds did not offer sufficient process reliability. That is why special gauges had to be used, which increased the volume of manual work. This in turn resulted in unnecessary machine downtime, which lasted even longer if the operator was working on another machine.
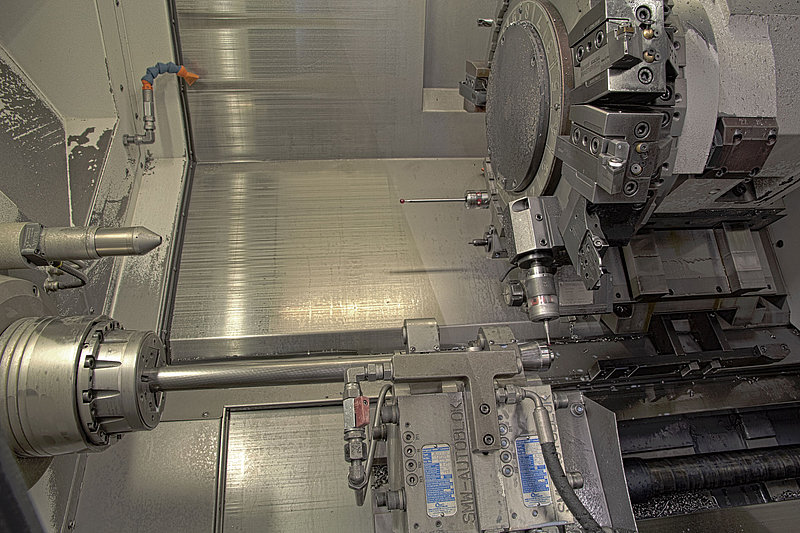
In 2018, BLUM proposed an interesting solution: The TC52 T touch probe. The T version of the TC52 has been specially optimised for use in lathes and its construction is even sturdier than that of its sister model, which was originally developed for use in milling centres. Lathes work with tool turrets instead of tool magazines, so all tools as well as the touch probe are always in the workspace and thus exposed to chips, cooling lubricant and the vibrations generated by machining.
A second touch probe of the same series with a short probe insert sits on the turret to monitor whether the blank fitting the machining program has been clamped. These blanks have the same diameter but differ in length, depending on how long the barrel is supposed to be. After a first probe had shown that it could take the measurements in the chamber with sufficient process reliability, all other lathes have since been converted to BLUM probes. Thanks to a special compatibility mode, initially only the probes had to be exchanged and taught into the existing receiver. If a receiver breaks down, it is successively changed out for the very compact BLUM receiver IC56.
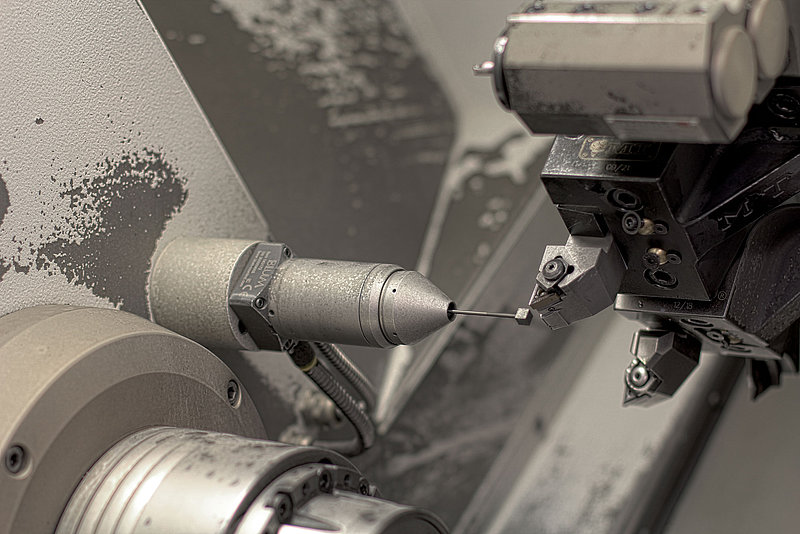
In addition to the spindle, another BLUM touch probe is installed in the turning centres: A pneumatically-operated protective sleeve holds a TC76 touch probe with a cube instead of a ruby sphere as its measuring tip, which is used to measure the length of tools after they have been inserted into the machine. Here, too, a touch probe from another manufacturer was used in the first place. It was mounted on a swivel arm so that it could be removed from the tight working area when not in use. “But it was quite inaccurate because the joints of the arm wore out over time. Swivelling in and out was also done by hand, which ran contrary to our goal of automation,” explains Florian Mayer.” Today, the probe remains firmly in place and is protected from chips by the protective sleeve developed by BLUM. It couldn’t be simpler or more precise.”
When measuring tools with the TC76 touch probe, the shark360 measuring unit from BLUM is beneficial because the integrated face gear absorbs the torsional forces created when probing the tool, meaning they have no influence on the measurement result.
The barrels of hunting and sporting rifles are precision components. Not only the barrel itself with its fields and rifling, which set the bullet in rotation and ensure a stable trajectory, but also the chamber and other geometric elements of the barrel must be manufactured with extreme care so that hunting weapons deliver the expected level of precision and reliability. Measurements should be automated as far as is possible; manual operations disrupt the machining process and reduce productivity. Without probes, there is no automation. Very expensive blanks that are up to 800 millimetres in length and require high-precision machining throughout this length are also machined in Isny. Blaser wants to reduce scrap to a minimum. “We have installed robots on the first lathes for loading and unloading. However, the entire automation system requires that the tools are precisely calibrated before machining,” Martin Giray emphasises. “We are rebuilding our processes and increasing the level of automation where it makes sense – and without the BLUM probes, this would not be possible at all. And thanks to their great service, the BLUM employees make sure that it stays that way.”